Visières de protection RC3
Les supports pour visières de protection représentent la part principale de notre production. Ils se présentent sous forme d’un fichier STL, imprimé sur une imprimante SLA (imprimante à filaments), ce qui a pour avantage de ne nécessiter aucun de post-traitement.


Processus complet
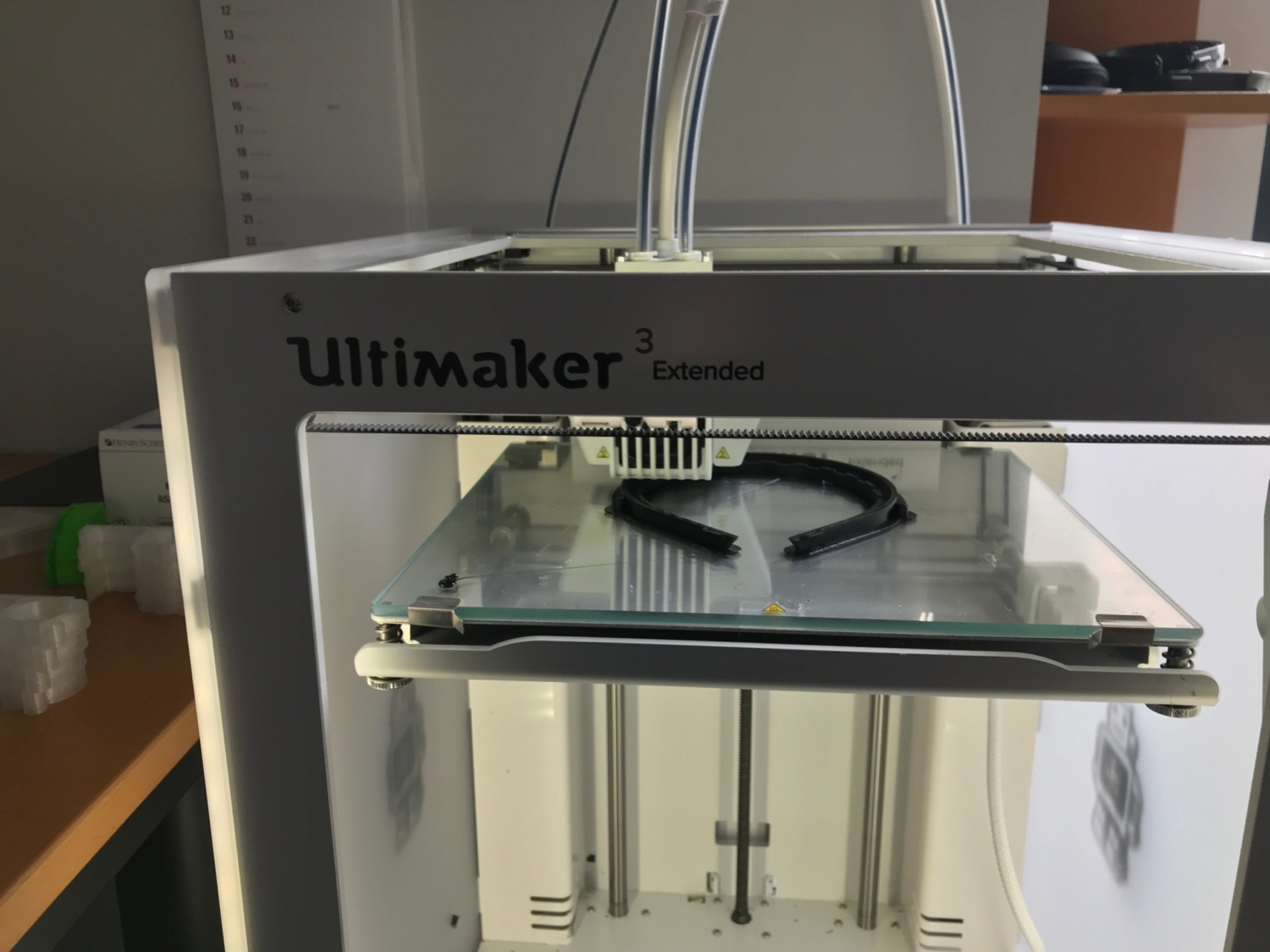
Etape 1 : impression du support
Les supports sont imprimés sur nos imprimantes à filaments.
Etape 2 : assemblage de la visière
Les supports sont assemblé à la feuille de protection et au bandeau.
Etape 3 : décontamination
Les visières de protections finies sont décontaminées afin de préserver leurs bénéficiaires de toute contamination éventuelle lors des étapes précédentes.
Etape 4 : livraison
Les lots de visières sont livrés aux hôpitaux, centres de soins, cabinets médicaux, …
Consignes d’impression
Comme beaucoup, nous avons choisi de travailler essentiellement avec le modèle « RC3 » validé par le projet PRUSA.
Ce modèle a été testé et approuvé. Il a pour avantage d’offrir un certain confort lors d’une utilisation prolongée, et de permettre le port d’un masque chirurgical ou FFP2, ainsi que de lunettes.
Ci-dessous, le fichier STL correspondant.
prusa_covid19_headband_rc3.stl
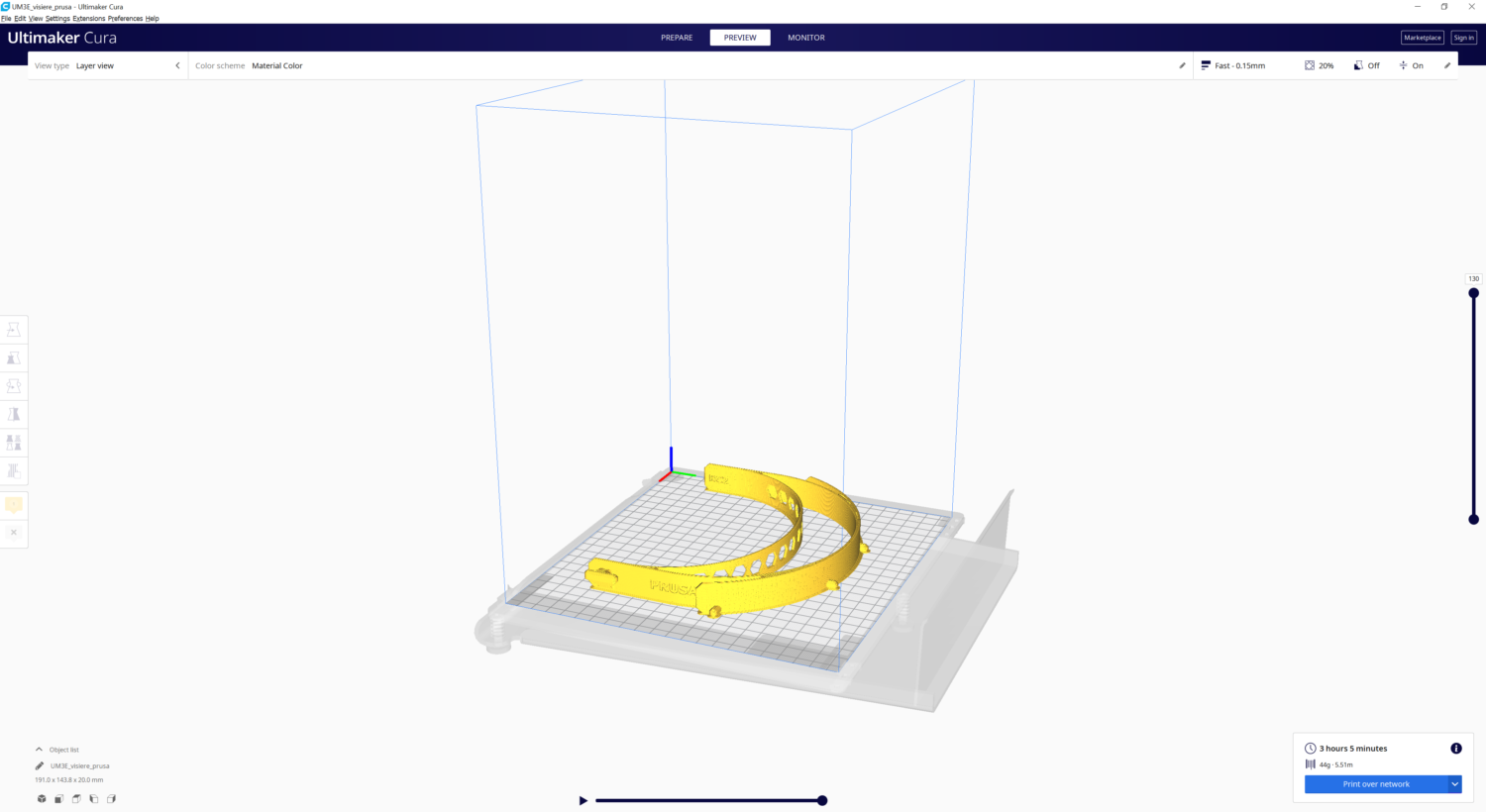
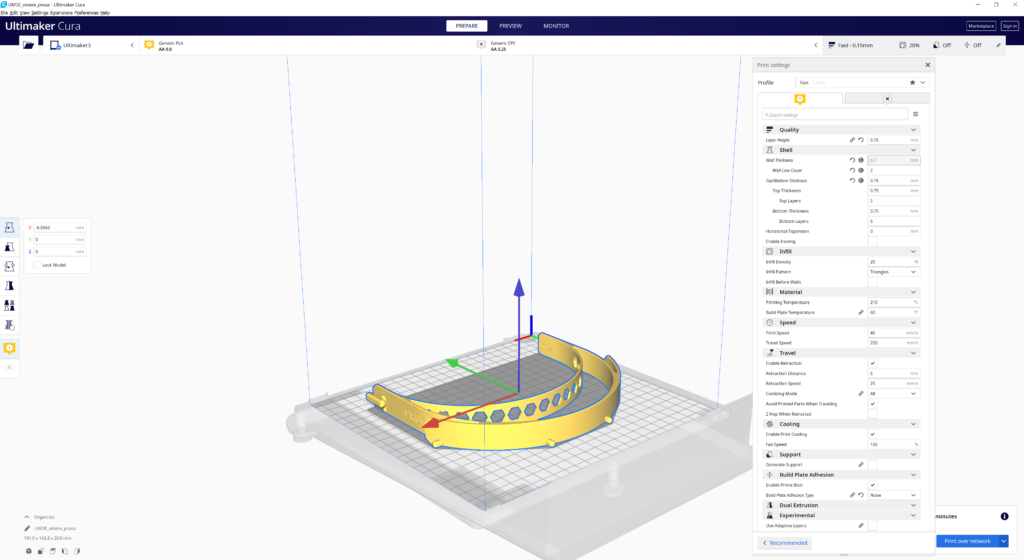
En ce qui concerne les réglages, nous pouvons conseiller les suivants pour une imprimante Ultimaker 2+ :
Matériau : PLA
Qualité : Hauteur de la couche : 0,15 mm
Coque :
- Epaisseur de la paroi : 0,7 mm
- Nbre de lignes de la paroi : 2
- Epaisseur du dessus/dessous : 0,75 mm
- Epaisseur du dessus : 0,75 mm
- Couches supérieures : 5
- Epaisseur du dessous : 0,75 mm
- Couches inférieures : 5
- Expansion horizontale : 0
Remplissage : Densité : 20% – Motif : grille
Pas de support.
Plateau d’adhérence : aucun.
Assemblage et décontamination
La visière complète est constituée de :
- un support imprimé , modèle RC3.
- une feuille de protection, type reliure souple, format A4, de 150 – 300 microns.
- une sangle de maintien, de type boutonnière ou bande velcro.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
Une perforatrice est également nécessaire.

Une fois assemblées, les visières doivent être décontaminées avant de pouvoir être livrées.
Une première technique consiste à tremper la visière dans une solution d’eau de Javel à 0,5% de Chlore actif pendant 15 minutes, puis dans l’eau claire pendant 15 minutes.
La seconde consiste simplement à maintenir les visières 48 heures dans un contenant clos.